Прэс для дакладнай штампоўкі з касцяком 40T

Апісанне прадукту
Яшчэ адной характэрнай асаблівасцю гэтага прэса з'яўляецца яго высокая ўстойлівасць да ўдараў і зносу. Накіроўвальныя матэрыялы, якія выкарыстоўваюцца ў яго канструкцыі, былі спецыяльна падабраны, каб вытрымліваць інтэнсіўнае выкарыстанне і забяспечваць доўгатэрміновую стабільнасць. Гэта азначае, што вы можаце разлічваць на тое, што дакладнасць вашага прэса будзе заставацца нязменнай на працягу больш доўгага перыяду часу, што зніжае неабходнасць частых рамонтаў і тэхнічнага абслугоўвання. Дзякуючы гэтай павышанай трываласці вы можаце засяродзіцца на максімізацыі вытворчасці, а не турбавацца аб зносе вашага станка.
Акрамя выдатнай прадукцыйнасці, прэс Knuckle High Speed Precision Press мае стыльны і эрганамічны дызайн. Інтуітыўна зразумелая панэль кіравання забяспечвае лёгкае кіраванне і наладу, гарантуючы бесперабойны карыстальніцкі досвед. Прэс таксама абсталяваны перадавымі функцыямі бяспекі, у тым ліку кнопкай аварыйнага прыпынку і ахоўным чахлом для забеспячэння здароўя аператара і прадухілення няшчасных выпадкаў.
Асноўныя тэхнічныя параметры:
| Мадэль | МАРКС-40Т | ||||
| Ёмістасць | KN | 400 | |||
| Даўжыня ходу | MM | 16 | 20 | 25 | 30 |
| Максімальны SPM | ШПМ | 1000 | 900 | 850 | 800 |
| Мінімальны SPM | ШПМ | 180 | 180 | 180 | 180 |
| Вышыня штампа | MM | 190-240 | |||
| Рэгуляванне вышыні штампа | MM | 50 | |||
| Вобласць паўзунка | MM | 750x340 | |||
| Плошча падушкі | MM | 750x500 | |||
| Адтуліна для ложка | MM | 560x120 | |||
| Адтуліна для падушкі | MM | 500x100 | |||
| Галоўны рухавік | KW | 15x4P | |||
| Дакладнасць | Спецыяльны клас JIS/JIS | ||||
| Вага верхняй штампа | KG | МАКС 105/105 | |||
| Агульная вага | ТОН | 8 | |||
Асноўныя характарыстыкі:
1. Прэс з шарнірным механізмам максімізуе характарыстыкі свайго механізму. Ён мае высокую калянасць, высокую дакладнасць і добры цеплавы баланс.
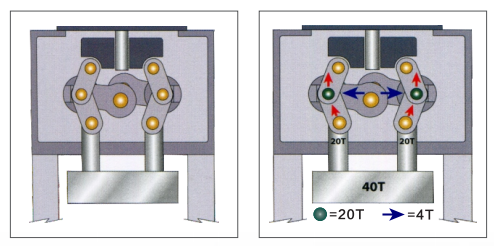
2. Абсталяваны поўным процівагай, памяншае зрушэнне вышыні штампа з-за змены хуткасці штампоўкі і памяншае зрушэнне ніжняй мёртвай кропкі першай і другой штампоўкі.
3. Прыняты механізм балансавання для ўраўнаважвання сілы кожнага боку1, яго канструкцыя мае васьмігранны ігольчасты падшыпнік, што яшчэ больш паляпшае эксцэнтрычную грузападымальнасць паўзунка.
4. Новы безлюфтны тормаз счаплення з працяглым тэрмінам службы і нізкім узроўнем шуму забяспечвае больш ціхую працу прэса. Памер падушкі складае 1100 мм (60 тон) і 1500 мм (80 тон), што з'яўляецца самым шырокім для гэтага танажу ў поўным асартыменце нашай прадукцыі.
5. Дзякуючы функцыі рэгулявання вышыні сервапрывада і функцыі памяці вышыні штампа, скарачаецца час змены формы і павышаецца эфектыўнасць вытворчасці.

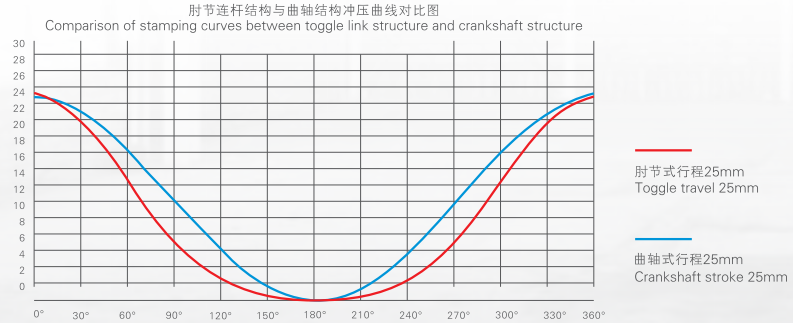
Ідэальны эфект штампоўкі:
Гарызантальна-сіметрычная канструкцыя перамыкача забяспечвае плаўнае перамяшчэнне паўзунка паблізу ніжняй мёртвай кропкі і дасягненне ідэальнага выніку штампоўкі, што адпавядае патрабаванням штампоўкі свінцовых рамак і іншых вырабаў. Тым часам рэжым руху паўзунка памяншае ўздзеянне на форму падчас хуткаснай штампоўкі і падаўжае тэрмін службы формы.жыццё.
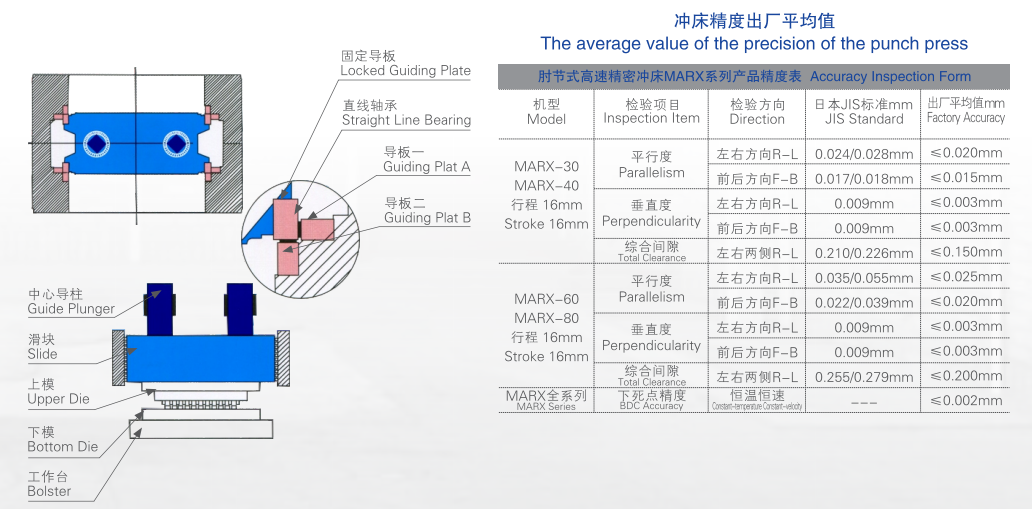
MRAX Superfine Precision 一一Добрая калянасць і высокая дакладнасць:
Слізгальнік кіруецца накіроўвалай з падвойных плунжераў і васьміграннага плоскага роліка практычна без зазору. Ён мае добрую калянасць, высокую ўстойлівасць да нахільных нагрузак і высокую дакладнасць прабойніка. Высокая ўстойлівасць да ўдараў і зносаўстойлівасць.
Высокахуткасны прэцызійны прэс з шарнірам
Накіроўвальныя матэрыялы гарантуюць доўгатэрміновую стабільнасць дакладнасці прэса і падаўжаюць інтэрвалы рамонту формы.
Структурная дыяграма
Прадукцыя для прэсы
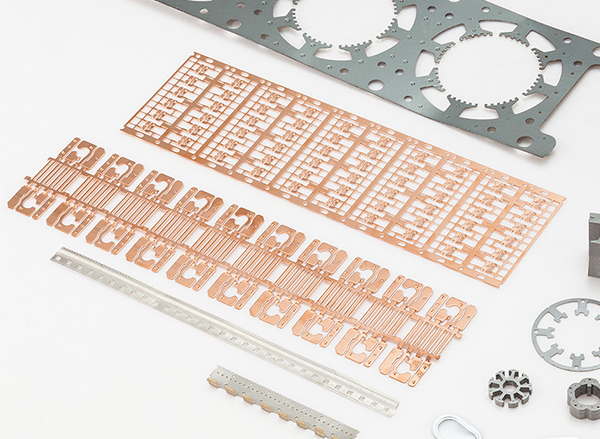
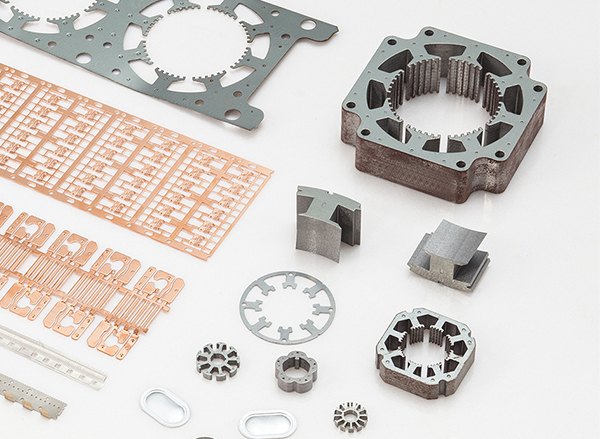
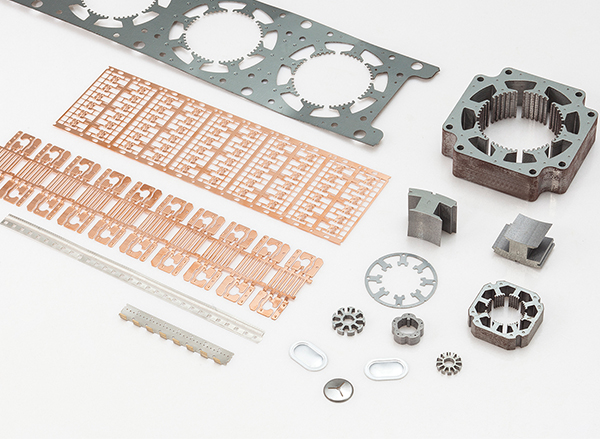
Свінцовая рама
Крышталь унутры корпуса звычайна прыляпляецца да рамкі вывадаў, а затым кантактныя пляцоўкі крышталя прымацоўваюцца да вывадаў з дапамогай правадоў. На апошнім этапе вытворчага працэсу рамка вывадаў фармуецца ў пластыкавы корпус, і звонку рамка вывадаў выразаецца, аддзяляючы ўсе вывады.
Вытворчыя рамкі вырабляюцца шляхам выдалення матэрыялу з плоскай пласціны з медзі або меднага сплаву. Для гэтага выкарыстоўваюцца два працэсы: травленне (падыходзіць для высокай шчыльнасці вывадаў) або штампоўка (падыходзіць для нізкай шчыльнасці вывадаў). Штампоўка (прабіўка або прасаванне) — найбольш эфектыўны, дакладны і высокатэхналагічны спосаб вырабу вытворчых рамак у наш час.
Асноўнай прычынай шкоды, нанесенай сельскай гаспадарцы 60-тонным высакахуткасным штамповачным прэсам з шарнірам, з'яўляецца адсутнасць неабходных ахоўных прылад і збудаванняў, а таксама адсутнасць эфектыўнай аховы працы пры небяспечных працоўных працэдурах. Тэхнічнай прычынай траўмаў, выкліканых прабойным прэсам, з'яўляецца дысбаланс паміж дзеяннямі аператара і працай станка.
Катэгорыі прадуктаў
-

Партальны тып дакладнага прэса дакладнага штампавання ...
-
80T - Высокахуткасная вытворчая штампоўка
-

360T дакладны высакахуткасны прэс | Дакладны метал...
-

Тып Knuckle Precision Press Precision Connector...
-

Механічны прэс-машына Precision Press 125T
-

400-тонны высакахуткасны прэцызійны прэс